Frequently Asked Questions

PER-FIL® Industries provides high quality, high performance powder fillers to the Pharmaceutical, Food and Spice, Cosmetic, Chemical, Toner and OEM Industries. We have installations in over 90 countries around the world. Most Service issues can be resolved with a quick phone call or email. If an on-site Service Call is required please contact Service. Otherwise, please take a look at the FAQ and Resources below.

General FAQ
Augers are sized in increments of 1/16″ and are usually stamped on the drive stem. Example: A #16 auger will be 1″ in diameter; a #32 will be 2″ in diameter, etc.
We can supply most manuals. If it is too "old" (we've been in business since 1974) or obsolete, we will do our best. Contact Service for a request.
The amount of product needed for testing varies, depending on a few variables, such as bulk density and largest fill size. Please see the Table below for reference to estimate the amount of sample product required for testing (baseline of 35 lbs cu./ft.):
| Fill size | Sample Required |
|---|---|
| 25 mg to 5 g | 3 Liters |
| 5 g to 500 g | 0.5 cubic ft. |
| 500 g to 2 kg | 2.0 cubic ft. |
| up to 5 kg | 3.0 cubic ft. |
| 20 lbs+ | 4.0 cubic ft. |
Contact Service with the Serial Number. The engraved tag is normally located on the electrical box or on the back of the head cover.
PER-FIL® Auger Fillers are engineered and built to last a long time. With proper care and maintenance, you can expect your filler to last 30 years or more. Our customers have machines currently in use since 1974 (our first year in business). Contact Parts or Service for assistance with regular maintenance.
PER-FIL manufactures fillers that can dose powders as small as 25 mg and as large as 100+ kg. Each model has a wide fill range, however, the actual capability will depend on the filler hopper capacity and tooling size. Contact Sales with the specifications of specific application.
Achievable accuracy is primarily product dependent. Required speed impacts accuracy as well. In general, when filling powders and granules Volumetric, +/- 1.0% to 2.0% is expected. When filling powders and granules Gravimetric (Fill-by-weight), better than +/- 0.5% is expected.
Humidity, temperature (both room and product) and static electricity can impact the filling, weighing and container handling process. Many products are sensitive or behave differently depending on these factors. Based on our many years of application knowledge, we have methods to overcome most challenging products.
When requesting a quote (or advice on a filler project or packline), please consider the following questions:
Is the room humidity controlled?
What is the typical relative humidity?
Is the room temperature controlled?
Typical room temperature?
What is the temperature of the product at time of filling?
You should carefully evaluate the decision to purchase a used auger filler based on the application and requirements (Does it have the proper tooling? Will it be able to fill accurately? Is it needed for high volume production or only for the short-term?), the age of the machine, known machine history and availability of replacement/spare parts and service. The old adage of "you get what you pay for not only holds true with new equipment, but also applies to used equipment.
Micro-Filler
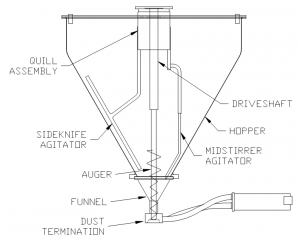
AGITATION – The stirring or mixing action of product in the hopper as caused by the rotating blades attached to the quill assembly. Speed of agitation has an effect on the accuracy of fill. The action of the SIDEKNIFE, which extends into the funnel, tends to push product into the flights of the auger. If the AUGER SPEED is increased, the auger may be starved for product if the agitation does not force material into the flights of the auger fast enough to replace what has been dispensed. Therefore, auger and agitation speeds are related so that an increase in auger speed will likely need an increase in agitation speed to maintain accuracy.
AUGER – The screw like device that drives and meters product out of the funnel. AUGER and FUNNEL length and diameter will vary to suit the product and application.
AUGER REVS – Revolutions of the auger. Actual total number of turns made by the auger for each fill cycle. Not the same as AUGER SPEED.
AUGER SPEED – RPM of the auger. Not the same as AUGER REVS.
BULK FEED – Re-supply of product to the filler HOPPER. The BULK FEED system usually consists of a large supply of product fed by gravity or mechanical means, a controlling valve or other metering device, and a LEVEL CONTROL to detect product height in the HOPPER and activate the bulk supply system.
COUNTER – A device that counts the pulses from the ENCODER connected to the AUGER shaft. These pulses are converted to a number that is displayed as the FILL QUANTITY, often called COUNTS.
COUNTS – A reference to the number set on the counter (or OPERATOR INTERFACE) that determines the fill quantity. This number is not AUGER REVS or a measure of weight but IS directly proportional to AUGER REVS or the amount of product dispensed. It is derived from the ENCODER mounted on the auger drive mechanism.
DENSITY – The weight per volume of a product. When dealing with powder products, this is a critical property. When powder is mixed with air as it is transported in conveying and feeding systems, the density decreases. When the powder is allowed to stand undisturbed (as in the HOPPER), the air will settle out and the density will increase. This is important to understand as accuracy of fill is greatly affected by the product density as it fills the FLIGHTS of the auger. The density of the product must remain constant at the point where it enters the auger if fill weights are to remain constant. Density is usually measured in pounds per cubic foot or some other measure of weight per volume.
FILL QUANTITY – The setting on the COUNTER or OPERATOR INTERFACE that relates to the amount of product being dispensed. This number does not usually indicate an actual measurement by weight or volume, but is directly proportional to the weight or volume of product.
FLIGHT – Each turn of the “screw thread” on an auger. Over flights are a section of larger diameter flights located above the dispensing part of the auger. Over flights “pre-compress” the product before it enters the dispensing section of the auger to increase density and to insure that the dispensing flights are completely filled.
FUNNEL – A separate funnel shaped piece that attaches to the bottom of the HOPPER. The size of the FUNNEL and the AUGER are matched to suit the product being dispensed. The length of the funnel/auger combination may vary greatly depending on the application.
GROSS – Gross weight. Total weight of a container filled with its desired weight of product.
HEAD PRESSURE – The pressure produced at the auger area by weight of product in the HOPPER. Pressure at the auger will effect the amount of product forced into the auger flights and thus affect accuracy. Head pressure is controlled by maintaining product at a fixed level in the hopper with the BULK FEED system.
HOPPER – The round tapered container that supplies product to the auger. Bulk feed bins are sometimes also referred to as hoppers. In the cartridge recycling industry, cartridges to be refilled are often called “hoppers.”
INDEXING – The step-by-step passage of containers along the conveyor thru various weighing, filling, capping, and labeling stages. Accomplished by start-stop (indexing) conveyors, feedscrews or by gating devices (air cylinder gates) operating on a continuously moving conveyor.
JOG – To cause a small or brief movement of a moving device by manual control. AUGER JOG for example allows for partial rotation of the auger during set-up or when clearing jams.
LEVEL CONTROL – The maintenance of a consistent level of product in the filler hopper. Also used to describe the sensor that is used to control levels. See LEVEL PROBE/ BULK FEED.
LEVEL PROBE – An electronic or electrical device that monitors the level of product in a HOPPER and in turn signals the BULK FEED system to replenish the HOPPER as needed.
LOG – A record of the various adjustable settings on a filler that relate to a specific product and container combination. These could be; AUGER RPM, COUNTS, AGITATION speed, TOOLING, conveyor speed and anything that will assist in changing set ups and going from product to product. This kind of a record will also show up long term drifts in the numbers that may indicate deterioration of mechanical or electrical components.
MID STIRRER – Part of the AGITATION. A vertical rod attached to the quill assembly that sweeps through product at a point mid way between the auger shaft and the hopper side wall. Necessary for products that tend to cake. As the auger extracts product from the center of the hopper, a hole may be left (RATHOLE) around the shaft. The mid stirrer will break up caking and prevent rat hole formation.
NET WEIGHT – The desired weight of product without the container.
PURGE – Compressed air fed to a device to prevent entrance of unwanted product. QUILL assemblies for use with toner and other fine powders are equipped with air purge to exclude toner from the bearings. Electrical boxes are also often supplied with low pressure air for the same reason.
QUILL ASSEMBLY – The bearing assembly that supports both the auger shaft and the agitator housing so they can rotate independently.
RAT HOLE – The tendency of certain kinds of products in a bin or hopper to form holes or tunnels as the product is extracted from the bottom, rather than to flow out uniformly.
RATIOS – (Weight to counter numbers) – Changing counter settings to “home” in on the desired NET WEIGHT may be done by calculating the amount of change (ie: 200 gram fill is desired and the current weight is 190 grams with a counter setting of 7980; 190 grams is 5% less than 200 grams; so increasing the counter by 5% to 8400 should give a 200 gram fill). Another way is to use this formula:
counts now X desired weight
Desired setting = —————————————
weight now
Multiply counts now by desired weight then divide the resulting product by weight now to get the correct counter setting (counts).
SIDE KNIFE – Part of the AGITATION. An edged blade that attaches to the QUILL ASSEMBLY 180 degrees away from the MID STIRRER. This blade scrapes the inside of the HOPPER to loosen and direct product to the AUGER. The tip of the SIDEKNIFE extends into the FUNNEL in fairly close proximity to the AUGER to aid in keeping the FLIGHTS full of product.
SWIMMING – The tendency of certain kinds of products to rotate in the hopper as a mass in response to the action of the agitation system. The agitation should sweep through the product rather then push it around. A change in the type of agitation blades is required if this happens.
TARE – The weight of an empty container. See GROSS and NET WEIGHT. Many mass produced containers vary considerably in weight, so for highly accurate filling, the TARE weight must be subtracted from the gross to precisely measure the NET WEIGHT of a fill. This is often done by scales, before and after the filler, that automatically weigh before and after a fill and then calculate the true fill (net) weight.
TERMINATION – A plastic or metal piece located on or around the end of the funnel. A termination seals against the rim of a container opening to provide a dust seal and often has a bell shaped opening to center the container opening around the funnel spout. Some funnel spouts have side ports and the termination moves up and down to alternately expose and close off these side ports. Terminations are often supplied with vacuum connections to extract dust or air trapped in a container being filled.
TERMINATION SENSOR – An electronic sensor that is placed in such a way so that it “sees” when a moving type TERMINATION is up and the funnel ports are exposed. This sensor will prevent the auger from turning if the ports are closed. Trying to auger (dispense) product with the ports closed will result in damage to the machine.
TOOLING – A term that applies to those mechanical parts that vary according to product. Usually refers to the AUGER/FUNNEL combination with any TERMINATION, and the types of SIDE KNIFE and MID STIRRER.
SERVO - PER-FIL® servo fillers come equipped with a servo drive package complete with brushless motor and programmable motion controller; however, upon customers request we can offer units equipped with the OFF-THE-SHELF servo drive package of the customer’s choice.
HOPPER
The round tapered vessel that supplies product to the tooling.
TOOLING
Tooling is a term that applies to those mechanical parts that vary or “change out” according to product. Tooling consists of the following parts: Auger, Funnel, Agitator(s). Some tooling sets have additional parts like: dust termination, spinner disk, collector funnel, adaptor plate, double knife cut-off, spout, moyno pump rotary cut-off valve, etc.
SELF FEED: This tooling type features a “self feeding” or “compression” auger. This means that the upper flights are of a larger diameter than those in the straight section of the funnel. The larger upper flights help to compress the product and make it more uniform. The funnel can have a lip and/or wires at the discharge to help the material “bridge” to prevent dripping after the dispense. This tooling type is used for powder products that require compression or viscous paste products. Examples of Self Feed products include: talc, cornstarch, flour, toner, pancake mix, baking mixes, protein powders, ground coffee, cocoa, wood dough, spackling compound, glazing compound.
STRAIGHT (similar in appearance to the Self Feed): This tooling type features a “straight” auger. This means that the flights are uniform in diameter and pitch over the length of the auger. The funnel can have a lip and/or wires at the discharge to help the material “bridge” to prevent dripping after the dispense. This tooling type is used for powder products that do not compress, flake spices and “leafy” teas. Examples of Straight products include: saw dust, parsley, oregano, instant coffee, psyllium.
FREE FLOW: This tooling type features a “straight” auger with a threaded rod at the end. This threaded rod allows a “spinner disk” to be installed on the end of the auger. The spinner disk prevents granular materials from free flowing out of the end of the primary funnel. This tooling set also includes a secondary funnel, called a “collector funnel” which collects the material that spins off the disk when the auger is turning and consolidates it into a stream. This tooling type is used for granular and free flowing products. Examples of Free Flow products include: salt, sugar, drinking mix, bath beads, Creatine, sand, silica, oral suspension powder, coffee beans, flax seed, developer.
DOUBLE KNIFE: This tooling type can use a straight or self feed auger. The heart of this tooling is the pneumatic actuated double knife which ensures positive cut-off and no-drip dispensing. This tooling type is used for processed food products, such as cooked rice, stews, salads, etc. Many customers do not think auger fillers are suitable for food products because they will damage the product – this is not correct. An auger filler (when properly tooled) can handle most food products more gently than a piston filler. Examples of Double Knife products include: potato salad, apple pie filling, stew, chili, taco meat, IQF vegetables, cooked rice.
LIQUID TOOLING: This tooling type uses a moyno pump with pneumatic actuated rotary cut-off valve. This cut-off ensures no-drip dispensing. This tooling type is used for creams and liquid products. Examples of Liquid products include: hand cream, body lotion, bath gel, liquid bandage, oil.
How To:
You must be logged in at Maintenance Level to save a new recipe:

- If there is no recipe then press “COPY SELECTED RECIPE” first. This will create a place holder for new recipe.
- Check all filler parameters are correct on HMI Menus.
- Press Blue Recipe name Bar at bottom of screen (in the screenshot above it reads TOB). Alpha-numeric keypad pop-up.
- Enter desired new Recipe Name and press ENTER.
- In the RECIPE_NAME table, select/highlight the desired Recipe Name (newly created recipe).
- Press SAVE CURRENT SETTINGS button to save the parameters as the new Recipe name.
Recipe Tutorial
Recipe Tutorial
1. Open electrical enclosure
2. Power up the system
3. On the Micrologix PLC Press the ESC button
4. Scroll down to MODE SWITCH and press OK
5. Scroll up to PROGRAM and press OK
6. Scroll back down to RUN and press OK (This should clear any major fault)
7. Press ESC until you reach the I/O STATUS and press OK
8. Faults are now cleared
9. Power system down close door
Training Videos | Micro-Filler
Removal of vacuum hose.
Funnel removal
Filler Hopper Removal
Remove Agitator/Mid-stirer
Remove Agitator/Side-knife
Remove Auger
Saving Recipe
Calculate new fill count
Hopper Empty Feature
Emergency Stop
Reference
Multiply (current fill count) by (desired weight), then divide the resulting product by (current weight) to calculate your new fill count.
New Fill Count =
(current fill count x desired weight)
----------------------------------
current weight
PER-FIL® hoppers are rigidly mounted to the filler head plate and are pin located for convenient re-assembly after cleaning and changeover. The PER-FIL® hopper mounting provides precise positioning of the top rim and lower cone stand-off plate to assure that this vital component does not shift during operation or become misaligned after cleaning. All competitive auger systems locate the hopper on the lower flange only and rely on the hopper lid to position the top rim.
PER-FIL® Auger Filler hoppers are specified according to the requirements of the application; bulk density and throughput. One size does NOT fit all.
Smallest standard filler hopper: 5 Liter (nano-Filler)
Micro-Filler Series: Standard 18 liter
MF-11 Series: Standard 2 cu. ft.
Largest filler hopper: 6.5 cu. ft. (model MF-11HCW)
PER-FIL® auger fillers are equipped with a wide range of OFF-THE-SHELF electrical components. Each filler application is provided with a choice of control features and a selection of components to suit the specific needs of the customer. The customer determines the type of control system that best suits his needs. PER-FIL® controls easily integrate with other systems already in operation in the customers plant. Control components built into PER-FIL® filling systems are selected based on customers preference, quality, long service life and OFF-THE-SHELF availability anywhere in the world. We never remove a label and, when available, include purchase components’ instruction in the Instruction Manual provided with each PER-FIL® filler.
The PER-FIL® auger position and locking system accurately locates and locks the auger to the drive shaft. This design of positive auger mounting eliminates both auger wobble and the resulting wear of the auger and funnel. Competitive auger equipment allows the auger to shift and wobble resulting in frequent auger and funnel replacement, product damage, and contamination of the product with metal particulate from tooling.
PER-FIL® auger fillers feature a vertical or horizontal mounted main drive Servo motor or dynamic brake variable speed motor. Servo and Dynamic Brake Motors achieve maintenance free performance and optimum accuracy. They require no adjustments during their long service life. No other auger filler equipment can match the PER-FIL auger drive system for available torque to the drive auger, speed of operation, or simplicity of maintenance.
Agitation of the product in the filler hopper conditions and consistently feeds product into the auger flights to achieve optimum fill accuracy and dose rates. PER-FIL® provides counter-rotational or oscillating sweep agitation system for single or multi-spindle auger fillers.
PER-FIL® hoppers are rigidly mounted to the filler head casting and are pin located for convenient re-assembly after cleaning and changeover. The PER-FIL® hopper mounting provides precise positioning of the top rim and lower cone stand-off plate to assure that this vital component does not shift during operation or become misaligned after cleaning. Competitive auger systems locate the hopper on the lower flange only and rely on the hopper lid to position the top rim.
The PER-FIL® auger position and locking system accurately locates and locks the auger to the drive shaft. This design of positive auger mounting eliminates both auger wobble and the resulting wear of the auger and funnel. Competitive auger equipment allows the auger to shift and wobble resulting in frequent auger and funnel replacement, product damage, and contamination of the product with metal particles from the tooling.
